Trampolína – SVAŘOVACÍ MATERIÁLY
Svařovací elektrody MP 3 (používané názvy: MP3, MP-3, MP-3T, MP-3A, MP-3 NAKS). Elektrody MP-3S jsou určeny pro svařování nízkouhlíkových a nízkolegovaných ocelí běžných a kritických konstrukcí, kdy jsou kladeny zvýšené požadavky na vytváření švů v různých prostorových polohách. Mají vysoké svařovací a technologické vlastnosti a ve všech ohledech splňují požadavky kladené na nejlepší zahraniční elektrody tohoto typu.
Speciální vlastnosti svařovacích elektrod MP 3:
- Umožňují svařování vlhkého, rezavého kovu, kovu, který je špatně očištěn od oxidů a dalších nečistot.
- Zvýšila produktivitu svařovacího procesu.
Svařovací elektrody jsou baleny do krabic nebo obalů podle jedné z následujících možností: v uzavřených krabicích (pouzdrech); v kartonových krabicích; v obalech z balicího papíru.
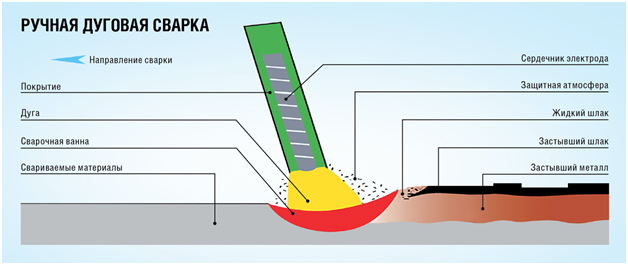
Elektrody OZS-4 jsou určeny k ručnímu obloukovému svařování konstrukcí z uhlíkové oceli. Svařování elektrodami OZS-4 se provádí ve všech prostorových polohách, kromě svislé polohy směrem dolů. Pro svařování je také nutné použít stejnosměrný nebo střídavý proud s obrácenou polaritou. Nyní se podívejme na elektrody OZS-4 podrobněji a seznámme se s jejich charakteristickými vlastnostmi.
Pro svařování elektrodami OZS-4 se používá stejnosměrný proud libovolné polarity a pokud používáte střídavý proud z transformátoru, musíte použít napětí naprázdno alespoň 50 V. Velkou výhodou elektrod OZS-4 je schopnost svařovat rezavý, vlhký nebo špatně očištěný kov od různých druhů nečistot. Je také třeba poznamenat, že elektrody OZS-4 se od ostatních typů elektrod liší snadným zapálením oblouku. Možné je i svařování ve vyšších režimech. Mají také slabý sklon k tvorbě pórovitosti v kořenech švů.
Sklon elektrod OZS-4 během svařování by měl být umístěn ve směru svařování, tj. pod úhlem dozadu. Výrobci svařovacích elektrod OZS-4 doporučují svařování s průměrnou délkou oblouku. Před zahájením svařování je nutné elektrody vypálit. To probíhá při teplotě 140 – 180 stupňů Celsia po dobu 25 – 30 minut.
Například elektrody UONI existují ve značkách jako UONI 13-45, UONI 13-55, UONI 13-65, UONI 13-85. Navzdory tomu se všechny používají pro ruční obloukové svařování.
Začněme s elektrodami UONI 13-45. Nejčastěji se používají pro svařování odlitků a výkovků, protože výsledné spoje se vyznačují přijatelnou viskozitou a plasticitou. Tyto elektrody obsahují nikl a molybden. Elektrody UONI se obvykle používají pro svařování T-tvarových a tupých svarů, nízkolegovaných a vysoce uhlíkových ocelí. Tyto elektrody mohou pracovat v různých rovinách, s výjimkou směru shora dolů. Povlak svařovacích elektrod UONI 13-55 se skládá z manganu, síry, uhlíku, fosforu a křemíku. Zároveň elektrody tohoto typu přispívají k vytvoření svaru s vynikající odolností proti praskání.
Pro svařování konstrukcí se zvýšenými požadavky se používají elektrody značky UONI 13-65. Tento typ elektrody umožňuje práci prakticky ve všech prostorových uspořádáních s použitím trvalého proudu. Průměr těchto elektrod se pohybuje od 2 do 5 mm. Zvětšení průměru vede ke zvýšení síly proudu. Z hlediska kvality svaru se neliší od ostatních elektrod typu UONI a mají základní povlak.
Elektrody UONI 13-85 se široce používají pro práci s konstrukcemi vyrobenými z vysokopevnostní legované oceli. Umožňují práci ve všech prostorových uspořádáních práce. Souhrn vlastností elektrod UONI je si velmi podobný a skvěle se hodí pro svařování při nízkých teplotách. Lze také říci, že elektrody UONI poskytují dobrý hustý svar, který obsahuje mírně zvýšené množství manganu a křemíku a má také vysoké mechanické vlastnosti. Spoje mají vysokou hustotu, značnou rázovou houževnatost a netvoří trhliny. Proto jsou elektrody UONI považovány za jedny z nejlepších a používají se pro práci se zvláště náročnými konstrukcemi. Tyto konstrukce mohou být vystaveny vibracím, rázovému zatížení a vlivu teplotních výkyvů. Elektrody tohoto typu jsou také málo náchylné k vlhkosti a odolávají dlouhodobé kalcinaci díky absenci organických látek.
Nerezové elektrody s různými typy povlaků se používají pro obloukové svařování kritických a dalších dílů, nádob, potrubí, konstrukcí z vysoce legovaných nerezových ocelí používaných ve strojírenství, stavebnictví a designu, petrochemickém, energetickém, potravinářském a dalších průmyslových odvětvích, například:
- Elektrody značky CL-11 patří k typu elektrod se základním povlakem a jsou určeny pro svařování dílů a konstrukcí vyrobených z korozivzdorných chromniklových ocelí 08X18N12B, 12X18N10T, 12X18N9T (s přísadami T – titan, B – niob) a dalších, vystavených agresivnímu prostředí. Svařování CL-11 se provádí stejnosměrným proudem s obrácenou polaritou ve všech prostorových polohách. Struktura vytvořeného švu je v celém objemu rovnoměrná, odolná vůči mezikrystalické korozi a odolná vůči agresivnímu prostředí, například chloridovým solí.
- Elektrody AISI 308L/MVR s rutilovým povlakem se používají ke svařování ocelí typu AISI 304, 304L, 304LN, 321, včetně flexibilního svařování na těžko dostupných místech (ve svislé poloze) při opravách, ke svařování výrobků z tenké oceli. Maximální teplota svařování je +150ºC. Spoj nevyžaduje tepelné zpracování (někdy se používá žíhání při t=+1100…+1150ºC), obsahuje austenitickou strukturu s 5-10 % feritu, je odolný vůči korozi, má chladnokrevnost a kyselinovzdornost.
- Elektrody NIAT-1 s rutilově-bazickým povlakem jsou určeny pro svařování výrobků/konstrukcí z korozivzdorných chromniklových ocelí 08Х18Н10, 12Х18Н10Т, 10Х17Н13М2Т, včetně svařování tenkých plechů. Při svařování ve všech prostorových polohách je výsledný svar dobře tvarovaný a může obsahovat 2 až 10 % feritové fáze. Svarový materiál není náchylný k mezikřemíkovému koroznímu korozi.
Podle současné klasifikace jsou elektrody z nerezové oceli určeny pro práci s vysoce legovanými ocelemi, ve kterých je obsah železa vyšší než 45 % a celkový obsah legujících prvků není menší než 10 %, počítáno na horní hranici s koncentrací jednoho z prvků alespoň 8 % na dolní hranici. Mezi vysoce legované oceli patří také slitiny na bázi niklu s obsahem niklu alespoň 55 %; k jejich svařování se také používají elektrody pro nerezovou ocel.
Každý ví, že pro každý materiál se používají speciální elektrody. Jedním z nejoblíbenějších materiálů je litina. V tomto článku se budeme zabývat nejoblíbenějšími elektrodami pro svařování litinových výrobků. K tomu je třeba použít metodu svařování za studena a navařování. Existují různé typy litiny: tvárná, šedá, vysokopevnostní. Zpravidla jsou téměř všechny prezentované elektrody vhodné pro jakýkoli typ.
Typy elektrod pro litinu:
1. MNC-2. Tuto elektrodu lze použít pro svařování ve třech polohách – spodní, polostropní, vertikální. Svařovací proces se provádí stejnosměrným proudem s obrácenou polaritou.
2. OZCH-2. Takové elektrody se často používají pro svařování šedé a tvárné litiny. Samotné svařování se provádí bez ohřevu, ve spodní a svislé poloze. Proces probíhá stejnosměrným proudem s obrácenou polaritou.
3. МНЧ-2. Elektrody této značky jsou vhodné pro jakýkoli typ litiny. Tento model se často používá pro svařování vad, možné je i navařování. Svařovací proces může probíhat ve spodní, svislé poloze, a to i stejnosměrným proudem s obrácenou polaritou.
4. ЦЧ-4. Tento typ elektrody se používá nejen pro studené svařování, ale i pro horké svařování. Taková elektroda zpravidla může provádět svařovací proces pouze ve spodní poloze. Další vlastností této elektrody je, že svařuje litinu s jinými druhy oceli. Samotný proces se provádí stejnosměrným proudem s obrácenou polaritou, ale existují výjimky, například vysoké napětí. V tomto případě se proud stává střídavým.
5. OZCH-4. Tuto elektrodu lze použít ke svařování jakéhokoli typu litiny. Samotný proces zpravidla probíhá ve spodní a svislé poloze. Svařování se provádí pouze stejnosměrným proudem s obrácenou polaritou.
6. OZhN-1. Tato elektroda se používá pouze pro šedou a vysokopevnostní litinu. Používá se pouze pro svařování za studena. Proces lze provádět ve velkých objemech stejnosměrným proudem s obrácenou polaritou. Poloha se volí převážně spodní a svislá.
7. OK 92.18. Tato elektroda se používá pro svařování litiny s mírným ohřevem. Samotný proces se provádí stejnosměrným a střídavým proudem. Při výběru svařovací elektrody je třeba zvážit tloušťku výrobku, hmotnost a provozní podmínky.
Svařovací drát SV08A patří do třídy nízkouhlíkových drátů se sníženým obsahem škodlivých nečistot, kterými jsou fosfor a síra. Drát je určen pro svařování uhlíkových nízkolegovaných ocelí. Obsah uhlíku ve svařovacím drátu SV08A je 0,08 %. Legující přísady chybí. Svařovací drát SV 08A se vyrábí o průměru od 0,6 mm do 6,0 mm a používá se v různých průmyslových odvětvích. Drát se používá v automatických a poloautomatických svařovacích strojích. Drát SV 08A velkých průměrů se používá k výrobě elektrod. Svařovací drát může mít měděný povlak, může být také vyroben s leštěným povrchem. Proces svařování pomocí svařovacího drátu SV 08A zajišťuje hladký a odolný svar.
Při použití tohoto svařovacího drátu je úroveň rozstřiku kovu poměrně nízká. Svarový šev má dobré vlastnosti z hlediska rázové houževnatosti a pevnosti v tavu. Drát Sv 08A lze použít na jakémkoli typu svařovacího zařízení a rozsah použití je poměrně široký. S tímto drátem se svařují nádrže, prvky lodních trupů a různé kovové konstrukce. Drát SV08A se používá pro svařování pod vrstvou tavidla nebo v ochranném prostředí plynu. Nejúčinnější ochranu zóny tavení kovu lze zajistit při svařování ve speciálních komorách. Komora se opatrně vyfoukne nebo se odčerpá vzduch, načež se komora naplní ochranným plynem za nízkého tlaku.
Výhodou svařování v ochranném plynu je samozřejmě vysoká produktivita, možnost svařování v jakékoli poloze, nízká deformace svařovaného kovu díky vysoké koncentraci elektrického oblouku. Svařování s použitím svařovacího drátu SV 08A jako tavitelné elektrody se provádí s obrácenou polaritou. Pokud se svařování provádí s přímou polaritou, rychlost tavení kovu se zvýší přibližně 1,5krát, ale sníží se stabilita oblouku a zvýší se rozstřik kovu. Svařovací proud závisí na průměru a složení drátu. Nastavuje se v závislosti na rychlosti podávání drátu do svařovací zóny. Svařování s použitím oxidu uhličitého se vyznačuje vysokou produktivitou a nízkými náklady, protože argon je mnohem dražší než oxid uhličitý.
Plný drát Sv-08GS (PSG-0301). Plný drát typu PSG-0301 se vyrábí o průměru 0,8-1,0 mm, dodávaný na cívkách (kazetách) o průměru 200 mm, s řadovým vinutím poměděným. Složením odpovídá drátu SV08GS nebo OK 12.51. Zvláštní pozornost je věnována stabilitě chemického složení a kvalitě pomědění, splňuje evropské normy pro tuhost drátu. Vyrobeno v souladu s požadavky TU 1211-022-11143754-2005. Dočasná pevnost drátu v tahu 900-1350 MPa (pro průměry 0,8-1,0 mm)
Je určen pro svařování, převážně krátkým obloukem při obloukových proudech menších než 300 A, ve směsi plynů typu 82/18, ve strojírenství, zdvihacím a dopravním strojírenství, stavbě lodí. Má certifikát NAKS pro všechny typy akreditací.
Výhody:
- Ekonomicky levný typ svařovacího drátu pro širokou škálu použití.
- Ve srovnání s podobným drátem má Sv-08G2S zlepšené viskózně-plastické vlastnosti.
- Lze použít v oblasti krátkého oblouku a jemného přenosového oblouku.
- Řadové vinutí, vysoce kvalitní měděné pokovení, těsné balení, stabilní chemické složení a mechanické vlastnosti.
Měděný ocelový drát SV 08G2S je určen pro použití ve svařovacích poloautomatech, při svařování s použitím inertního plynu. Drát lze použít pro svařování tenkých plechů ve všech polohách s vytvořením švu v jednom průchodu. Drát se vyznačuje nízkým rozstřikem a dává dobré výsledky při vytváření švu. Tento drát lze použít pro přeplátované svařování, úhlové spoje a čelní svařování.
Společnost Tramplin LLC prodává ze svého skladu v Nižním Tagilu elektrody z litiny TsCh-4 Ø 3mm (5kg), litiny OZCh-2 Ø 5mm (5kg), nerezové oceli. OK-61,3 Ø 2.0 mm (1,6 kg), nerezová ocel CT-15 Ø 3 mm (5 kg), UONNI-13/55 Ø 4 mm LEZ (4,5 kg), OK – 46 Ø 2 mm Spb (4,5 kg), OK – 46 Ø 3 mm Spb (5,3 kg), OK – 46 Ø 4 mm Spb (6,6 kg), MP-3 Ø 3 mm LEZ (5 kg), MP-3 Ø 4 mm (D/ostrý) (5 kg), MP-3S Ø 3 mm (D/ostrý) (1 kg), OZS Ø 3 mm Sudislavl (3 kg), OZS Ø 4 mm (D/ostrý) (5 kg), OZS Ø 5 mm D-ostrovskie (5 kg), T-590 Ø 4 mm (6 kg).
Dobré odpoledne, drazí přátelé! Koupili jste si kanál, tvarovky, chystáte se svařovat konstrukci, ale nevíte, jaké elektrody si vybrat? Snažíte se nejprve koupit, co vám přijde pod ruku, a stane se, že s nimi nemůžete konstrukci svařit. Podívejme se na rozdíl mezi hlavními značkami elektrod „Uoni“ a „MR“. Nejoblíbenější značky elektrod jsou MR a UONI. Podívejme se na každý typ podrobněji.
Pro ty, kteří svařování neznali nebo se s ním setkali poprvé, vysvětlím, že elektroda je elektricky vodivá kovová tyč určená pro svářečské práce. Na trhu najdete více než 200 značek elektrod, které se liší podle různých kritérií: typ a polarita proudu, výkon, odolnost proti tvorbě pórů, sklon k destrukci, směr svařovacího procesu, typ povlaku. Chystáte se svařovat ručně, to znamená, že si musíte koupit elektrody potažené vrstvou speciálního povlaku, který po roztavení naplní svarovou lázeň. Tyto výrobky jsou rozděleny do čtyř typů povlaků:
- hlavní („B“);
- kyselý („A“);
- rutil („R“);
- celulóza (“C”).
Existují také smíšené možnosti, které jsou na štítku označeny dvěma odpovídajícími písmeny.

MR elektrody
Kovové tyče této značky jsou potaženy rutilovým povlakem. Jsou dobré pro svařování dílů vyrobených z nízkouhlíkových ocelí. Pro práci s takovým spotřebním materiálem budete potřebovat střídavý nebo stejnosměrný proud s obrácenou polaritou. Budete muset vařit podlouhlým obloukem v libovolném prostorovém směru, s výjimkou vertikálního (shora dolů).
S MR elektrodami můžete pracovat i v podmínkách vysoké vlhkosti. V tomto případě nebude proces narušovat ani přítomnost rzi a nečistot na okrajích kovů. Výsledkem je spolehlivé spojení a odolný šev, který splňuje všechny normy.
Zdůrazňuji následující výhody elektrod značky MR:
- snadné inicializace a opětovné zapálení vám umožní snížit napětí a snížit riziko propálení tenkých částí;
- viskózní lázeň zabrání tomu, aby se kov příliš šířil a vytvořil malé množství rozstřiků;
- Plastovou struskovou krustu vytvořenou při svařování po vychladnutí snadno odstraníte.
S MR elektrodami můžete úspěšně svařovat prvky běžných i kritických struktur. Konstrukce s takovými švy jsou provozovány i ve ztížených podmínkách a odolávají teplotám až -20°C.
Důležité! Nejoblíbenější značkou tohoto typu je MP-3.

SSSI elektrody
Výrobky značky UONI mají povlak typu „B“ (hlavní). Při svařování budete muset použít přímý proud s obrácenou polaritou. Části vařte pouze krátkým obloukem. Na směru nezáleží, kromě pohybů shora dolů ve vertikální rovině.
S elektrodami tohoto typu můžete svařovat díly z uhlíkových a nízkolegovaných ocelí.
Věnovat pozornost! Před zahájením procesu svařování zapalte tyče na hodinu při teplotě 450 až 500 °C.
Výhodou tohoto typu tyče je podle mého názoru vytvoření vysoce kvalitních svarů, vyznačujících se vysokou odolností proti nárazu a tažností. Mezi výhody značky UONI patří také dobré roztírání taveniny a nízká tvorba strusky, která se díky své křehkosti snadno odstraňuje.
Pruty SSSI zároveň vykazují nízkou účinnost na mokrých, špinavých, rezavých a zaolejovaných površích. Pro svařování elektrodami UONI je nutné pečlivě připravit okraje dílů. Jsou také citlivé na délku oblouku, obtížně se zapalují a snadno uhasí.
Konstrukce se švy na bázi této značky se používají při vysokém dynamickém zatížení (UONI 13/55) a při velmi nízkých teplotách (UONI 13/45). S těmito elektrodami snadno odstraníte vady odlitku a spojíte velmi silné díly.
Rozdíly mezi MR a SSSI
Jak jste již pochopili z výše uvedeného, tyto dva typy elektrod se liší podle několika kritérií:
- typ povlaku: rutil pro MR a základní pro SSSI;
- MR pracuje s jakýmkoliv typem proudu, ale pro SSSI je vhodný pouze stejnosměrný proud;
- Produkty značky MP zaručují stabilní spalování prodlouženého oblouku, snadné zapálení a opětovné zapálení. S SSSI je zase výhodnější pracovat s krátkým obloukem, zatímco je obtížné je zapálit a docela snadno zhasnout;
- Odlišné jsou i podmínky svařovacích prací: MR elektrody jsou účinné i na mokrých, špinavých a rezavých površích a pro SSSI je důkladná předúprava dílů mimořádně důležitá;
- provedení se švy vyrobenými z MP tyčí jsou vysoce kvalitní a spolehlivé a lze je používat při teplotách až -20°C. Švy UONI jsou zase nejen nárazuvzdorné a tvárné, ale také odolné vůči nízkým teplotám až do -40°C.
Pamatujte, že MR elektrody zvládne i začínající specialista, ale používání SSNI od vás bude vyžadovat vyšší kvalifikaci.

Elektrody UONI, MR a další značky můžete zakoupit od společnosti UralSibMet. Pomohu Vám s výběrem a poradím ve všech otázkách.